Cat:Produkter
Kontinuerlig slange, også kendt som fleksibelt slange eller fleksibelt slange, bruges i vid udstrækning inden for felterne inden for godt arbejde, ...
Se detaljer
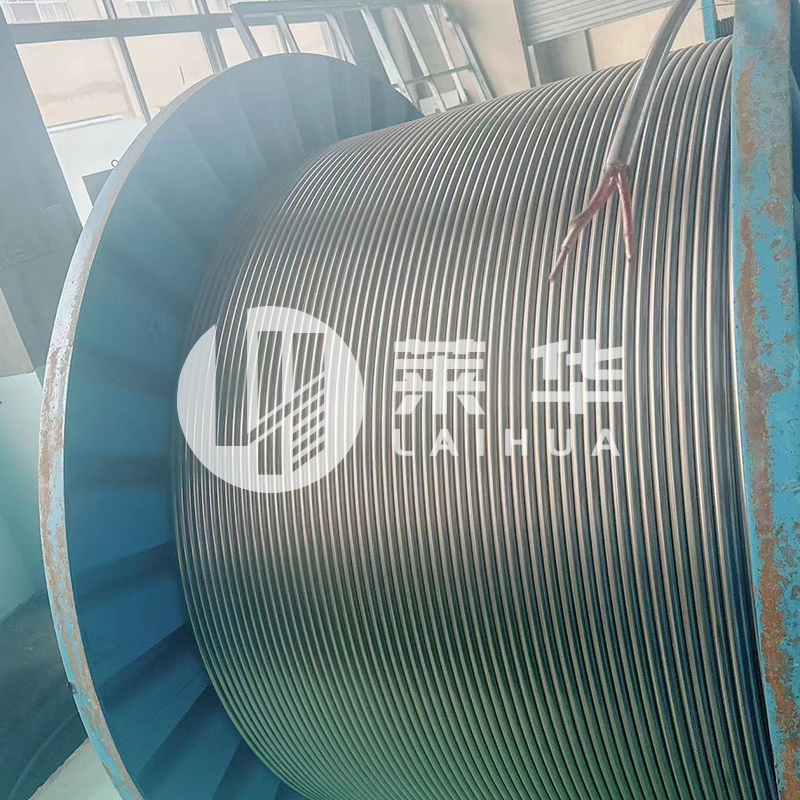
Svejste rørspoler i rustfrit stål tilbyde en pålidelig, omkostningseffektiv løsning til væske- og gastransport, kombineret exceptionel korrosionsbestandighed med høj mekanisk styrke . De er dannet ved kontinuerligt at rulle og svejse fladt rustfrit stålbånd til en rørformet form, derefter vikle det op for nem håndtering og installation. Dette produkt er meget udbredt i industrier som petrokemisk forarbejdning, hydraulisk instrumentering og fødevaregodkendt væskeoverførsel, hvor lange, uafbrudte kørsler og ensartede indvendige overflader er kritiske.
Sammenlignet med sømløse alternativer giver svejsede spoler snævrere dimensionstolerancer og større længdekonsistens, som ofte overstiger 1.000 meter pr. spole . Dette gør dem særligt værdifulde i varmevekslerfabrikation og sporvarmesystemer, hvor samlingsreduktion på stedet sparer tid og minimerer potentielle lækageveje.
Ydeevnen af en svejset rørspole er grundlæggende bestemt af dens legeringssammensætning. Valget af den korrekte kvalitet dikterer levetiden i specifikke miljøer.
Type 304 og 304L er de mest almindelige valg, der giver god oxidationsmodstand op til 870 grader celsius . De er velegnede til mejerilinjer, arkitektonisk trimning og kemisk transport, hvor kloridindholdet er lavt. Det lave kulstofindhold i 304L hjælper med at forhindre intergranulær korrosion efter svejsning.
Type 316 og 316L er forstærket med molybdæn, som markant øger modstanden mod klorider og industrielle opløsningsmidler. Dette gør dem til standarden for marine miljøer, farmaceutisk behandling og kystvarmevekslere. Deres modstand mod pitting er målbart højere, med et Pitting Resistance Equivalent Number typisk over 25 .
Til applikationer, der kræver både høj styrke og fremragende modstand mod kloridspændingskorrosion, er duplekskvaliteter som 2205 specificeret. Med en mikrostruktur, der indeholder nogenlunde lige dele austenit og ferrit, kan disse svejsede spoler håndtere tryk, der er meget højere end konventionelle 300-stål ved en reduceret vægtykkelse, hvilket giver vægtbesparelser i navlestrengskabler og undersøiske hydraulikledninger.
Skiftet fra manuel svejsning til automatiseret mølleproduktion har forbedret pålideligheden af den langsgående svejsesøm. Moderne rørmøller bruger højfrekvente induktions- eller lasersvejsemetoder til at producere en søm, der ofte matcher modermaterialets styrke.
Efter at strimlen er dannet gennem en række ruller, opvarmes kanterne og smeltes sammen under tryk uden fyldmetal. De udvendige og indvendige svejsevulster fjernes typisk i en kontrolleret tørklædeproces, hvilket skaber en glat overfladeprofil. Røret gennemgår derefter lys udglødning i en ovn med kontrolleret atmosfære, hvilket genopretter kornstrukturen og fjerner termisk misfarvning. Resultatet er en svejsesøm, der udviser kornstrukturer svarende til grundmaterialet , en afgørende faktor for udmattelseslevetid i cykliske trykapplikationer.
Valget mellem sømløse og svejsede rørspoler bør baseres på trykklassificering, pris og påkrævet længde. Mens sømløse rør traditionelt foretrækkes til ekstreme højtryksanvendelser, har fremskridt inden for svejseteknologi mindsket dette ydeevnegab.
| Feature | Svejste spoler | Sømløse spoler |
|---|---|---|
| Maksimal længde | Over 1.500 meter | Generelt mindre end 200 meter |
| Vægtykkelsestolerance | / - 0,05 mm typisk | / - 10% af nominel væg |
| Omkostningseffektivitet | Lavere råmateriale- og forarbejdningsomkostninger | Højere på grund af varm ekstruderingsproces |
Svejste spoler er klart fordelagtige til applikationer, der kræver lange kredsløb. For eksempel, i en kemisk injektionslinje, der strækker sig over et raffinaderi, eliminerer en enkelt svejset spole snesevis af potentielle lækagepunkter, som ellers ville være resultatet af at forbinde kortere sømløse længder.
Spoler leveres i præcise ydre diameterområder, almindeligvis fra 1/8 tomme (3,18 mm) op til 1 tomme (25,4 mm) , med vægtykkelser fra 0,5 mm til 3 mm. Selve spoleprocessen kræver en konsekvent ovalitetskontrol for at sikre, at røret føres jævnt gennem glattejern og bøjninger under montering.
Overfladebehandlinger påvirker direkte rengøringsevnen og væskedynamikken. Standardfinishen til instrumentering og hydrauliske spoler er typisk blankglødet, hvilket giver en glat, reflekterende overflade fri for skalaer. For gasledninger med ultrahøj renhed i halvlederfremstilling er elektropolerede svejsede spoler specificeret for at reducere overfladeruheden til Ra 0,25 mikrometer eller mindre . Dette minimerer partikeladhæsion og udgasning.
Alsidigheden af svejsede rørspoler har ført til deres anvendelse på tværs af meget krævende sektorer. Den følgende liste fremhæver, hvor deres specifikke attributter giver en direkte funktionel fordel.
Ikke-destruktiv testning er en integreret del af leveringen af certificerede svejsede spoler. Hvirvelstrømstest er den primære inline-metode, der er i stand til at detektere nålehuller, sømrevner og dimensionsvariationer ved produktionshastigheder. Ved kritisk service kan hele spolelængder underkastes hydrostatisk trykprøvning kl tryk over 5.000 psi at verificere strukturel integritet.
Mekanisk afprøvning af prøvesektioner omfatter omvendt fladning og flaretest for at afsløre svejsesvaghed. En robust svejsning bør modstå en affladningstest, hvor svejsningen placeres i 90 grader i forhold til kompressionskraften uden at revne, hvilket bekræfter den duktilitet, der er nødvendig for bøjning med snæver radius i marken.
Korrekt håndtering bevarer spolens integritet. Det er tilrådeligt at bruge udbetalingshjul med mindst en diameter 20 gange rørets ydre diameter for at forhindre knæk. Afrulningen bør udføres i en lige linje for at undgå at indføre et vrid, som kan skabe komplekse restspændinger.
Ved bøjning i marken er en minimum bøjningsradius på tre gange rørdiameteren standardpraksis. Til instrumenteringsarbejde forhindrer håndbukkere med passende radiusblokke udfladning af yderradiusvæggen. I modsætning til nogle kulstofstålprodukter kræver den lyse udglødede overflade ikke kemisk rensning efter bøjning, bortset fra en simpel aftørring med et passende opløsningsmiddel for at fjerne smøremiddel fra bukkeværktøjerne.
Kontinuerlig slange, også kendt som fleksibelt slange eller fleksibelt slange, bruges i vid udstrækning inden for felterne inden for godt arbejde, ...
Se detaljer højtemperaturtestkabel")
Formål: High-temperatur-testkablet kombineret med højtemperaturtestkøretøjet bruges hovedsageligt til multi-parametertest af tungolieproduktionsbrø...
Se detaljer
Det rustfrie stålfiberoptiske testkabel er et specielt testkabel, der kombinerer holdbarheden af rustfrit stål med den høje transmissionseffektiv...
Se detaljer
Instruktioner til anvendelse af hydrauliske kontrolrørledninger Hydrauliske kontrolrørledning, også kendt som kapillær. Hovedsageligt anvendt til u...
Se detaljer")
Rørrør i rustfrit stål er et rørsystem, der kombinerer holdbarheden af rustfrit stål med beskyttelsen af plast. Dette rørsystem er normalt lave...
Se detaljer
Applikationsfelt: Det elektriske induktionsvarmesystem er et komplet sæt elektriske opvarmningsanordninger udviklet af vores firma specifikt til...
Se detaljer
Rørforbydelsen af ferruletypen består af tre dele: det ledlegeme, ferrule og møtrik. Når klemmen og møtrikken indsættes i det ledlegeme på stålrø...
Se detaljer
Kontinuerlig rørskidningsvinsch er et specielt designet udstyr til oliefeltoperationer, der kombinerer designfunktionerne i det kontinuerlige rørar...
Se detaljerE-mail:
Telefon: +86-15996597000
+86-18252893456
Whatsapp: +86-18252874678
Adresse: Nr. 3 Xinyuan Road, Nanmo Town Industrial Park, Hai'an City, Nantong City, Jiangsu -provinsen, Kina
QR -kode på
mobiltelefon
Copyright © Jiangsu Laihua Petroleum Equipment Co., Ltd.





Kontakt os